Laky a jejich význam v obalovém průmyslu
- Laky jsou tenké souvislé nánosy na foliích, vytvářející vrstvu, která má speciální význam podle způsobu použití. Lakují se jak hliníkové, tak plastové fólie
- Převážně jsou využívány laky rozpouštědlové, což není nejoptimálnější vzhledem k životnímu prostředí. Avšak složitost chemické sestavy, zejména termosvařitelných laků, je ve vodném systému komplikovaně realizovatelná. Nicméně i vodné systémy mají své místo.
- Podle jejich použití rozlišujeme laky základní (primery), ochranné a bariérové laky a laky termosvařitelné.
- Laky používané na potravinářské obaly musejí splňovat podmínky dané mezinárodními hygienickými normami pro kontakt s potravinami a pokrmy.
Typy laků a jejich použití
ZÁKLADNÍ LAKY (primery)
Jedná se o laky určené k zakotvení grafického potisku na povrch fólie, neboť hliníkovou fólii je obtížné potiskovat napřímo. Laky se nanášejí v množství od 0,8 do 1,5 g/m². Nejčastěji se využívají laky na bázi nitrocelulózy. Převážně tvoří vnější stranu obalu.
BARIÉROVÉ LAKY (ochranné laky)
Tyto laky jsou určeny pro vytvoření rezistentní vrstvy mezi fólií a baleným produktem, se kterým jsou v přímém kontaktu. Hliník je velice nestabilní jak v kyselém, tak v zásaditém prostředí. Může dojít k jeho korozi až rozpuštění vlivem látek obsažených v produktu, a tím k znehodnocení obalu a ke kontaminaci baleného produktu hliníkem. Proto není jak z technického, tak hygienického hlediska, možné, aby byl hliník ve styku s baleným produktem. Příkladem takové aplikace jsou laky na vnitřní straně obalu taveného sýru. Bariérové laky lze rovněž aplikovat i jako podkladní laky, na které se následně vrství především termosvařitelné laky. Tím se zajišťuje naprosto bezdefektní vrstva (tzv. cihlovým efektem – viz. dále), odolná tak agresivním produktům, jako je např. majonéza nebo třeba hořčice. Nánosy těchto laků jsou obvykle mezi 2 až 4 g/m².
TERMOSVAŘITELNÉ LAKY
Nejvýznamnějšími jak z hlediska užití, tak i zpracovávaného objemu, jsou termosvařitelné laky. Jak vyplývá z jejich názvu, jsou to laky umožňující tepelné svařování. V praxi tedy svařování víček z hliníku či plastové fólie s plastovým kelímkem. Tyto laky jsou poměrně složité chemické systémy, které musejí splňovat celou řadu požadavků. Musí mít schopnost svařovat s různými tipy plastů, pevnost sváru nesmí být ani moc vysoká ani moc nízká, lak musí být schopný vyschnout (vzhledem k větším nánosům) jedním průchodem stroje, svařovací teplota musí být optimálně nastavena atd. Proto je jim obecně věnována nejvyšší pozornost. Termosvařitelné laky lze zozdělit do několika kategorií podle toho s jakým typem plastu jsou schopny tvořit kvalitní sváry. Požaduje se schopnost svařování s PP, PS, PVC, PE, PVDC, PET, okrajově s papírem a sklem.
Laky pro PS, PVC, PET
Tyto laky znamenají levnou variantu získání termosvařitelného nánosu, avšak za cenu omezení svařitelnosti pouze na PS a PVC. Jsou široce využívány.
Laky univerzální
Jedná se o laky, které mají schopnost (podle typu) obsáhnout celou škálu svařitelnosti. Zejména jsou používány k PP, PS, PE, PVC a PET.
Laky pro farmaceutický průmysl
Al fólie používané pro uzavírání blistrů s tabletkami v farmaceutickém průmyslu využívají speciální laky se zvýšenou adhezí. Svařitelnost s PS a PVC.
Laky na obaly tavených sýrů
Tyto laky jsou speciálně upraveny pro nízkou teplotu svařování. Fólie se v obalu taveného sýru svařují vůči sobě. Lak zde tedy svařuje sám se sebou.
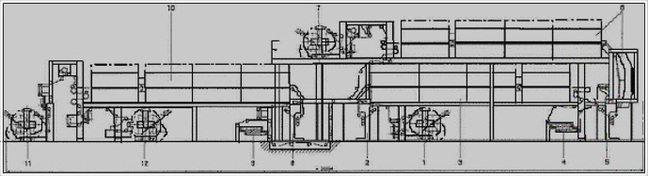
Lakování fólií
Lakování fólií probíhá na lakovacích strojích. Jak ukazuje obrázek, jedná se o poměrně velká zařízení. Délka takového stroje je i několik desítek metrů. Strojů je mnoho typů. Obvykle se jedná o oboustranné, jednovrstvé lakování jedním průchodem strojem. Na schématu je pro ilustraci zobrazen nadstandardně vybavený stroj se třemi nanášecími sekcemi, navíc s možností kašírování (vrstvení) více folií nebo papíru, k sobě.
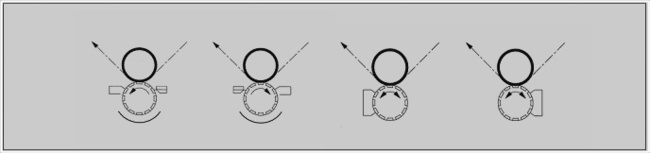
Způsoby nanášení
SEMIFLEXO TISK
Jde o nejčastěji využívanou nanášecí metodu pro celoplošné lakování folií. Obvykle sestává ze tří válců. Přítlakem a rozdílem v otáčkách nanášecího a stíracího válce se reguluje množství nanášeného laku. Ten je potom přenesen na folii procházející mezi opěrným a nanášecím válcem.
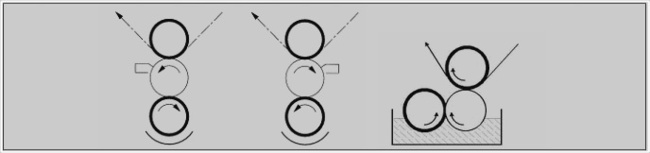
HLUBOTISK
Je rozšířený systém zejména v oblasti grafického tisku. K nanášení laků na fólie je využívám v menší míře v porovnání se semiflexo tiskem. Jeho nevýhodou je praktická nemožnost dosažení větších vrstev nánosů v jednom kroku. Limitní hodnota při běžných vlastnostech laků je okolo 4 g. Proto je tato metoda využívána pro nanášení vrstev s menší plošnou gramáží. Např. primery. Systém tvoří dva válce. Hlubotiskový válec zadržuje v rastru určité množství laku, přebytečný lak se stírá tzv. raklí. Mezi válcem a válcem opěrným prochází fólie, na kterou se přenese lak z rastru.
Hygiena
OBECNĚ
Převážná část lakovaných hliníkových fólií je určena pro použití v potravinářském průmyslu, coby obalový materiál. Jde nejčastěji o víčka k uzavírání plastových kelímků s jogurty, krémy, saláty apod. O obaly na tavené sýry, obaly na balení másla apod. V takovýchto, a podobných případech, je nutné dbát na zdravotní hledisko, neboť lakované folie jsou v přímém styku s potravinami.
LEGISLATIVA
Nařízení Evropského parlamentu a rady (ES) č.1935/2004 o materiálech a předmětech určených pro styk s potravinami a Nařízení komise (EU) č.10/2011 o materiálech a předmětech z plastů určených pro styk s potravinami. Stejně tak s požadavky zákona 258/2000 Sb., Ministerstva zdravotnictví ČR, o ochraně veřejného zdraví a vyhláškou č. 38/2001 Sb., Ministerstva zdravotnictví ČR, o hygienických požadavcích na výrobky určené pro styk s potravinami a pokrmy.
Na základě požadavků Nařízení komise (ES) 2023/2006 o správné výrobní praxi pro materiály a předměty určené pro styk s potravinami je produkt vyráběn v rámci systému řízení jakosti ISO 9001:2009.
Kvalitativní požadavky, nároky, parametry a laboratorní testy
OBECNĚ
Na laky jsou kladeny vysoké nároky a musí současně splňovat celou řadu parametrů. Zejména kvalita a vlastnosti termosvařitelný laků jsou bedlivě kontrolované parametry. Během vývoje je třeba zajistit a v rámci celého systému optimalizovat jejich dobrou adhezi k povrchu, dobré reologické vlastnosti a vysokou těkavost rozpouštědel tak, aby lak dobře vysychal i v silných nánosech a vytvářel kvalitní film bez defektů. Laky musí být možné upravovat podle odlišností jednotlivých strojů. Primery musí zajistit spojení s tiskovými barvami. Termosvařitelné laky musí být schopny vytvářet kvalitní sváry současně s řadou materiálů. Současně musí odolávat chemickým vlivům balených produktů. Nánosy nesmí blokovat (slepovat se v rolích) ani při zvýšených skladovacích a transportních teplotách. Navíc všechny laky musí splňovat dříve zmíněné hygienické podmínky a podle toho musí být voleny i vstupní hygienicky vhodné suroviny.
LABORATORNÍ TESTY
Výše uvedené parametry je nutné laboratorně ověřovat.
Hygienická nezávadnost produktů je ověřována v pravidelných, zákonem daných intervalech státem akreditovanou laboratoří. Adheze, kvalita svárů a další parametry se průběžně sledují výstupní kontrolou výrobce laků a vstupní kontrolou odběratele. Každá výrobní šarže je výrobcem proměřována postupy řízenými v rámci zavedeného systému jakosti ISO 9001:2001.
Každá šarže je před uvolněním z výrobního závodu testována na základní parametry. Fyzikální vlastnosti jako sušina, konzistence a hustota. Dále je proměřováno a se standardem porovnáváno IR spektrum laku.
Na základě výsledků je vystaven ke každé šarži certifikát kvality, který je součástí dokumentace ke každé dodávce laku.